+8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com





عينة مجانية لآلة اللف الأوتوماتيكية بالكامل - آلة لف رقائق الألومنيوم والنحاس المحولة لملف اللف - تفاصيل Trihope:
تفاصيل المنتج:
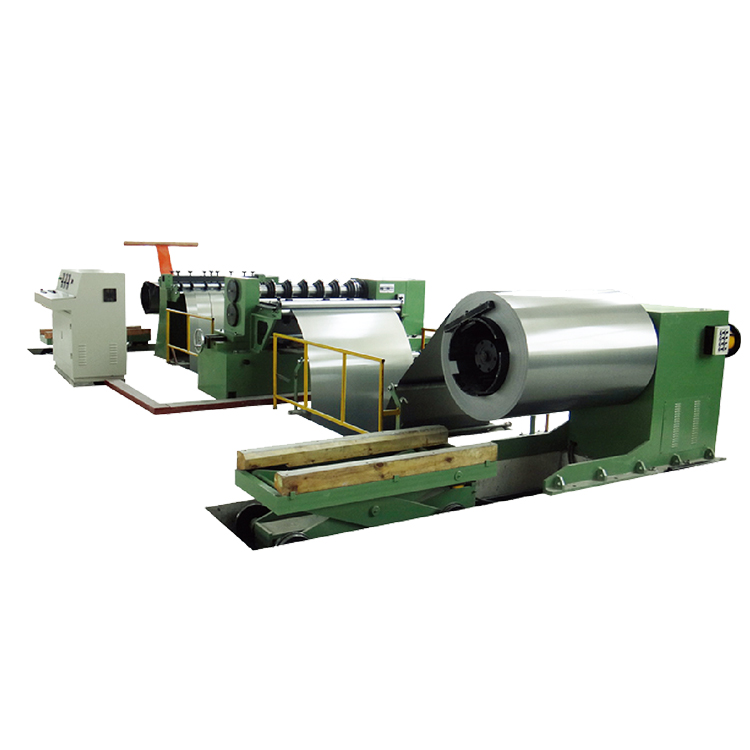
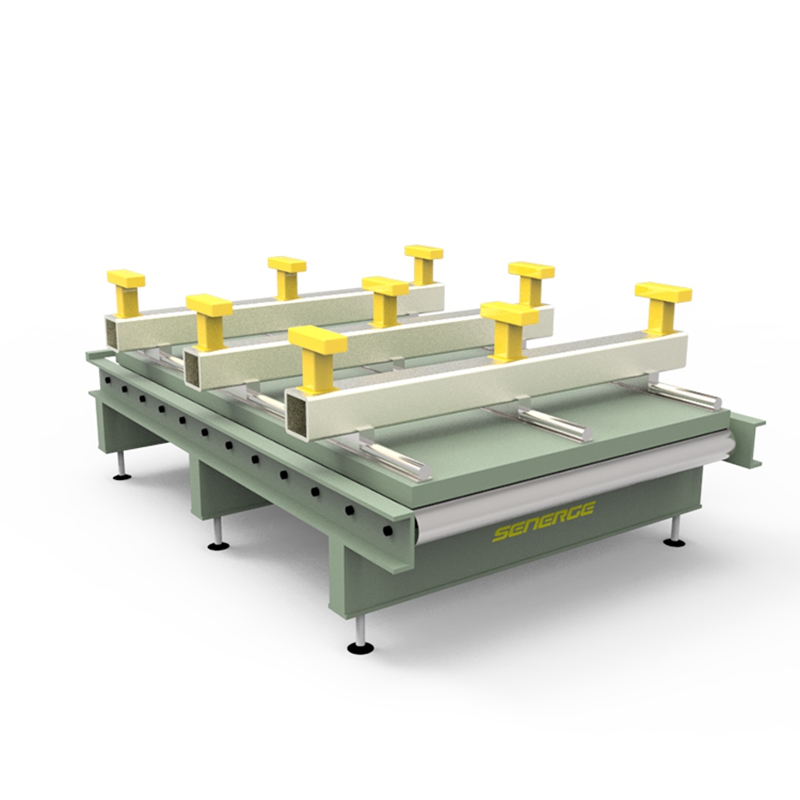
آلة لف الرقائق مناسبة للف لفائف الرقائق في صناعة المحولات والكهرباء
يتكون ملف الرقائق من رقائق النحاس أو الألومنيوم بسماكة مختلفة كموصل، والمواد العازلة ذات النطاق العريض كطبقة عازلة، والمواد العازلة ذات الشريط الضيق كعزل نهائي، واللف على آلة لف الرقائق لتشكيل الملف. وفي الوقت نفسه، لإنهاء لحام الخيوط الداخلية والخارجية للملف وكذلك للربط على سطح الملف. توفر وظائف الجهاز الدعم الكافي لتصنيع ملفات الرقائق التي تلبي متطلبات المعيار. هذه الآلة عبارة عن معدات احترافية لإنتاج أجزاء من هذا النوع من الأجهزة الكهربائية.
ميزة :
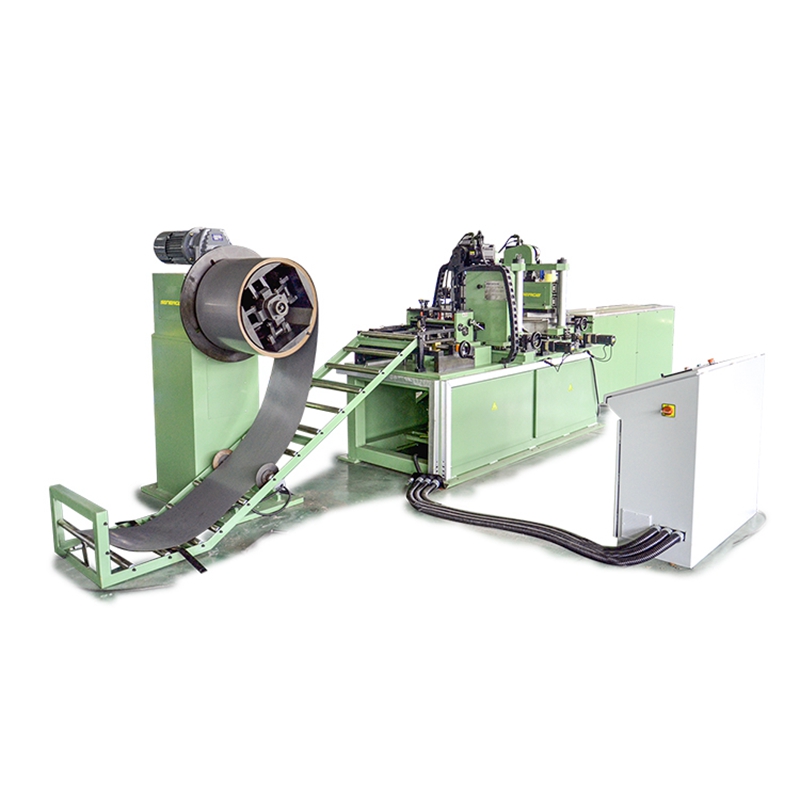
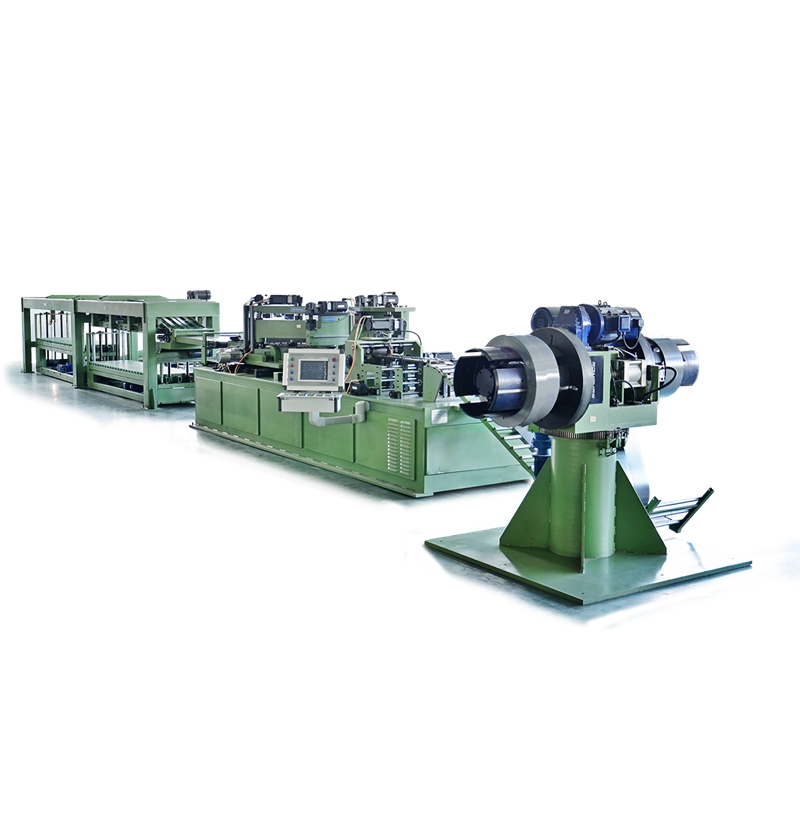
تتميز آلة لف رقائق لفائف المحولات الأوتوماتيكية من Trihope بوظيفة كاملة وكفاءة إنتاجية عالية، كما أن شد حزام الرقائق عن طريق التحكم الهوائي مريح وموثوق، والضبط عن طريق التحكم المؤازر دقيق ومستقر وموثوق به، لضمان جودة معالجة لفائف الأسلاك.
المعلمة التقنية لآلة لف الرقائق الأوتوماتيكية
| نموذج | بر-800 | بر-1100 | ر/2-1100 | ر/2-1400 | |
| الطول المحوري (مم) | 180-800 | 250-1100 | 250-1100 | 380-1400 | |
| الطول المحوري (بما في ذلك الرصاص)(مم) | 330-950 | 400-1250 | 400-1250 | 530-1550 | |
| الحد الأقصى للقطر الخارجي ملم | Φ600 | Φ700 | Φ700 | Φ800 | |
| الحد الأقصى للقطر الخارجي (يشمل الرصاص) مم | Φ700 | Φ800 | Φ800 | Φ900 | |
| شكل لفائف | مستديرة/مستطيلة | ||||
| مادة لفائف | مادة | رقائق النحاس / رقائق الألومنيوم | |||
| العرض (مم) | 180-800 | 250-1100 | 250-1100 | 380-1400 | |
| السُمك (الحد الأقصى) (السمك الإجمالي) (مم) | رقائق النحاس: 0.35-2 | ||||
| القطر الداخلي للملف (مم) | Φ500 | ||||
| القطر الخارجي الأقصى للملف (مم) | Φ1000 | ||||
| مزيل اللفائف | أرقام الرأس | 1 | 1 | 2 | 2 |
| طول الاسطوانة الحاملة (مم) | 850 | 1150 | 1150 | 1450 | |
| نطاق توسيع أسطوانة المحمل (مم) | Φ470 – Φ520 | ||||
| قدرة التحمل (الحد الأقصى) | 3000 | ||||
| الأعلى. قوة التوسع (مم) | 16000 | 22000 | 22000 | 28000 | |
| طريقة تصحيح الإزاحة | يدوي / اوتوماتيك | ||||
| آلة لف | سرعة اللف (م/دقيقة) | 0-20 | 0-20 | 0-20 | 0-16 |
| أقصى عزم دوران للعمل (نيوتن متر) | ≥6000 | ≥8000 | ≥8000 | ≥10000 | |
| قوة اللف (كيلوواط) | 11 | 18.5 | 18.5 | إثنان وعشرون | |
| طريقة التحكم بالسرعة | تحويل التردد تنظيم السرعة بدون خطوات | ||||
| رمح اللف (مم) | 50*90 | ||||
| جهاز لحام | وضع اللحام | تيج | |||
| سرعة اللحام (م/دقيقة) | 0-0.7 | ||||
| جهاز القطع | الكمية. | 1 | 1 | 2 | 2 |
| شكل القطع | قرص قطع المسمار | ||||
| سرعة القطع (م/دقيقة) | 1.5 | ||||
| طول القطع (مم) | 850 | 1150 | 1150 | 1450 | |
| جهاز فك الطبقة العازلة | عمود تثبيت طبقة العزل (مجموعة) | 2 | |||
| القطر الخارجي لللفة العازلة للطبقة (مم) | ΦΦ400 | ||||
| القطر الداخلي لللفة العازلة للطبقة (مم) | F76 | ||||
| عرض لفة عزل الطبقة (مم) | ≥840 | ≥1150 | ≥1150 | ≥1450 | |
| طريقة شد عمود التفكيك | نوع قابل للنفخ | ||||
| قوة التوتر Decoil | هوائي، قابل للتعديل بدون خطوات | ||||
| جهاز فك العزل النهائي | الكمية. | 4 | 4 | 4 | 6 |
| نهاية العزل القطر الخارجي (مم) | ΦΦ350 | ||||
| القطر الداخلي للعزل النهائي (مم) | F56 | ||||
| عرض العزل النهائي (مم) | 10-40 | ||||
| جهاز التصحيح | وضع التصحيح | نظام سيرفو | |||
| تصحيح الدقة (مم) | ±0.5 | ||||
| نظام التحكم الكهربائي | وضع التحكم | التحكم الآلي PLC | |||
| عدد الأرقام الرقمية | 4-رقمي (0–9999.9) دقة العد 0.1 دورة | 4-رقمي (0–9999.9) دقة العد 0.2 دورة | 4-رقمي (0–9999.9) دقة العد 0.3 دورة | 4-رقمي (0–9999.9) دقة العد 0.4 دورة | |
تريد أن تعمل معنا؟
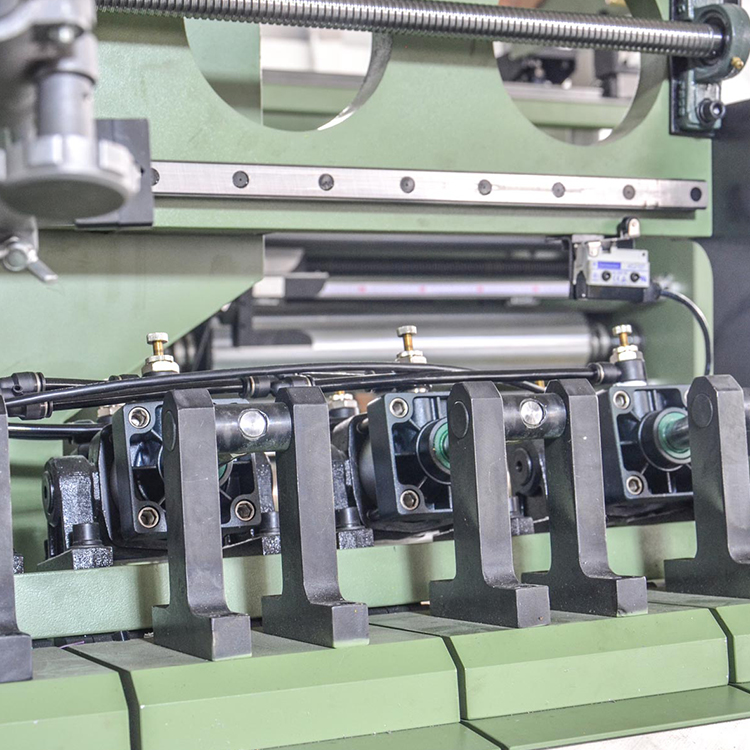
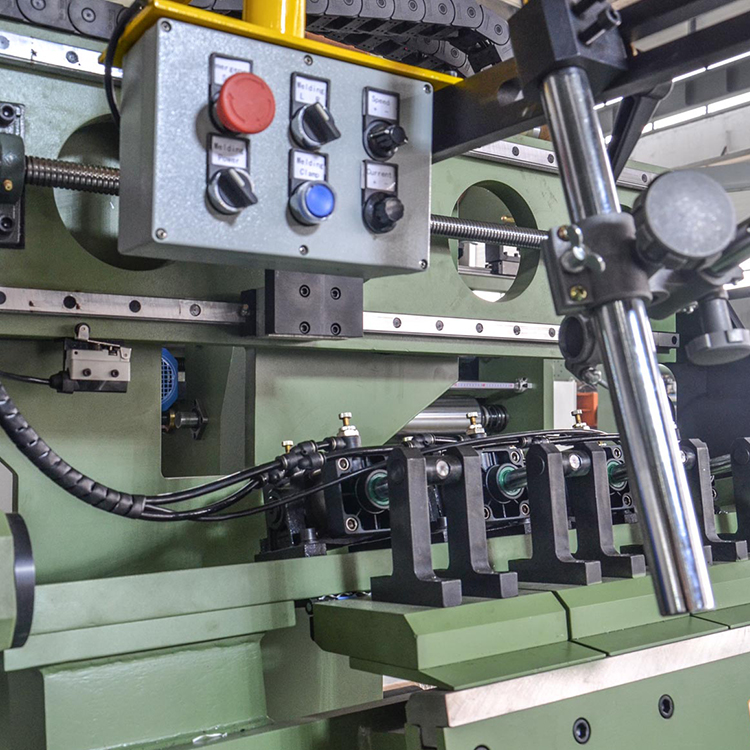
صور تفاصيل المنتج:



دليل المنتجات ذات الصلة:
عينة مجانية لآلة اللف الأوتوماتيكية بالكامل - آلة لف رقائق الألومنيوم والنحاس المحولة لملفات اللف - Trihope، سيتم توريد المنتج إلى جميع أنحاء العالم، مثل:،،،،
 من من - من من -
من من - من من -